September 12,2024.
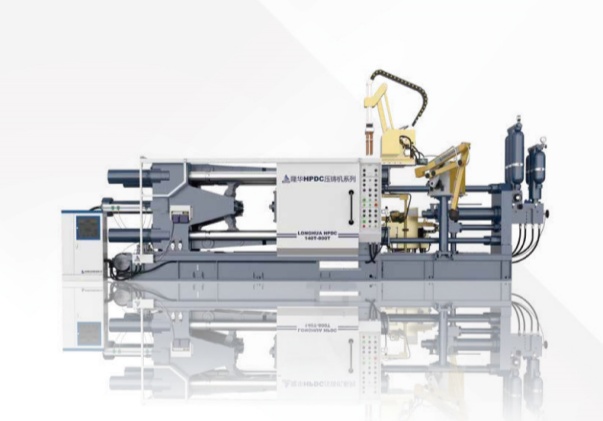
Longhua entre sur la scène internationale Bengbu Longhua Die Casting Machine Co., Ltd. (entreprise nationale de haute technologie/créée en 1982, se spécialise dans la production et le développement de machines de moulage sous pression IA à grande vitesse et de haute précision (unité de vice-président de la chambre d'Anhui d'importation et d'exportation). Depuis 2013, notre société a répondu activement au grand appel lancé par l'État pour coopérer avec de grands instituts pour développer de nouveaux produits de haute technologie ! Notre société a successivement coopéré avec « l'Institut Hefei de l'Académie chinoise ! des sciences" * "Université Bengbu" * "Institut des sciences et technologies de l'Anhui" et d'autres grands instituts pour développer conjointement : "Machines de moulage sous pression à grande vitesse et de haute précision et robots de moulage sous pression/grands scientifiques et technologiques projets" ! Le projet de recherche et développement a remporté les honneurs suivants : 13 brevets nationaux d'invention/93 brevets nationaux de modèles d'utilité/6 certificats de droits d'auteur sur les logiciels informatiques/"1 certificat pour le premier ensemble d'équipements techniques majeurs dans la province d'Anhui"/"5 certificats pour les nouveaux produits dans la province d'Anhui"/"1 certificat pour la mise en œuvre de produits intellectuels nationaux"/ "27 certificats pour les réalisations scientifiques et technologiques dans la province d'Anhui"/"5 certificats de marque Longhua"/"2 certificats CE de l'UE/machine de moulage sous pression Longhua/robot/"unité de rédaction de normes nationales pour la machine de moulage sous pression à chambre froide à intelligence artificielle" et d'autres honneurs. Jusqu'à présent, la machine de moulage sous pression Longhua a été exportée vers 32 pays et régions/à savoir : Brésil, Égypte, Afrique du Sud, Vietnam, Pakistan, Bangladesh, Uruguay, Inde, Russie, Ouzbékistan, Turkménistan, Kazakhstan, Kirghizistan, Tadjikistan, Iran, Irak, Corée du Nord, Équateur, États-Unis, Royaume-Uni, Italie, Corée du Sud, Algérie, Mexique, Azerbaïdjan, province chinoise de Taiwan et autres pays et régions. La « machine de moulage sous pression IA à grande vitesse et haute précision » et le « robot de moulage sous pression » de Longhuacontribue à renforcer la science et la technologie de la Chine et à faire tomber le monde amoureux du Made in China ! "
Lire la suite