July 17,2024.
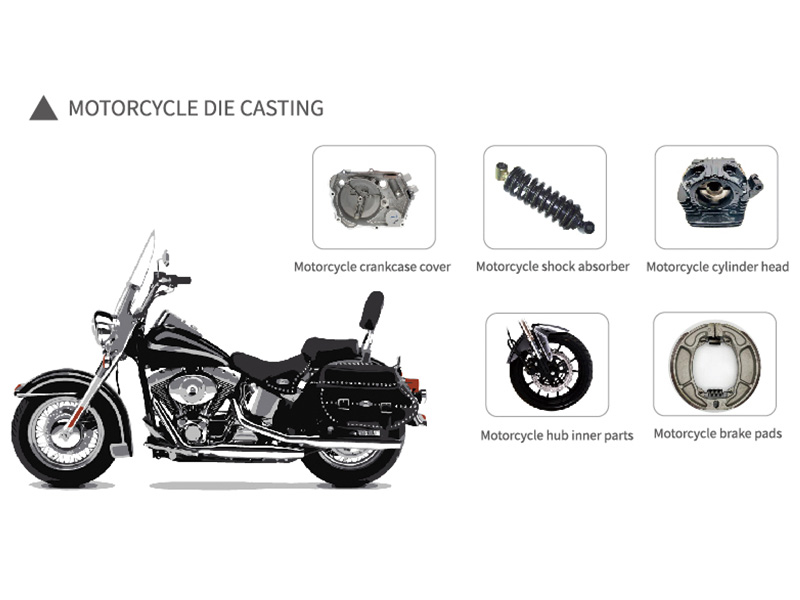
Les machines de moulage sous pression de pièces de moto présentent certaines caractéristiques qui les rendent largement utilisées dans le processus de fabrication de pièces de moto. Voici les principales caractéristiques des machines de moulage sous pression de pièces de moto : 1. Production efficace : les machines de moulage sous pression sont capables de produire des pièces de formes complexes à grande vitesse et avec un rendement élevé. Pour les pièces de moto, telles que les carters moteur, les pièces de frein, les connecteurs de cadre, etc., cette capacité de production efficace est très importante et peut répondre rapidement à la demande du marché. 2. Précision et performances complexes : la technologie de moulage sous pression peut produire des pièces de haute précision et des dimensions stables, ce qui est essentiel pour garantir l'assemblage précis et les performances des pièces de moto. Grâce au moulage sous pression, des formes complexes et des structures fines peuvent être formées en une seule pièce, réduisant ainsi les processus d'assemblage et améliorant la qualité du produit. 3. Large sélection de matériaux : les pièces de moto doivent généralement avoir une bonne résistance, une bonne résistance à l'usure et un poids léger. Les machines de moulage sous pression peuvent utiliser une variété d'alliages métalliques, tels que des alliages d'aluminium, des alliages de magnésium, des alliages de zinc, etc., pour répondre aux exigences spécifiques des différentes pièces. 4. Économisez sur les coûts des matériaux : la technologie de moulage sous pression peut utiliser efficacement les matériaux, réduire les déchets et la consommation d'énergie, et ainsi réduire les coûts de production. Dans la production de pièces de motos, la réduction des coûts de matériaux est une considération importante. 5. Avantages du moulage monobloc : le moulage sous pression peut réaliser le moulage monobloc de pièces complexes, réduire les processus de soudage et d'assemblage et améliorer la résistance et la stabilité globales du produit. Pour les accessoires de moto, les avantages du moulage monobloc peuvent améliorer la sécurité et la fiabilité de l'ensemble du véhicule. 6. Haut degré d'automatisation et de contrôlabilité : les machines de moulage sous pression modernes sont généralement équipées de systèmes de contrôle d'automatisation avancés qui peuvent contrôler avec précision les paramètres du processus de moulage sous pression pour garantir la qualité et la stabilité des pièces. Cette fonctionnalité hautement automatisée rend le processus de production plus fiable et efficace. En résumé, la machine de moulage sous pression d'accessoires de moto est devenue un équipement de processus important dans la fabrication d'accessoires de moto avec sa production efficace, ses performances précises et complexes, sa large gamme de sélection de matériaux et ses économies de coûts. Il peut répondre à la demande du marché en accessoires de haute qualité et p...
Lire la suite