2023-06-05
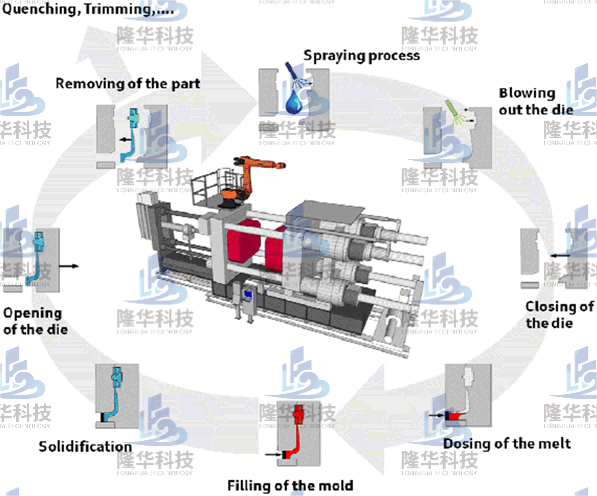
En ce qui concerne les solutions de moulage sous pression pour les produits 3C (informatique, communication et électronique grand public) , voici quelques approches potentielles : 1. Sélection des matériaux : Le choix des bons matériaux pour les produits de moulage sous pression 3C est crucial. Les matériaux couramment utilisés comprennent les alliages d'aluminium, les alliages de magnésium et les alliages de zinc . Selon les exigences spécifiques de l'application, la sélection de matériaux appropriés peut fournir une résistance, une conductivité thermique et une finition de surface excellentes. 2. Optimisation de la conception : la conception joue un rôle essentiel dans les produits de moulage sous pression 3C. L'optimisation de la conception peut améliorer la fonctionnalité, l'esthétique et la fabricabilité. En réduisant le nombre de pièces, en améliorant l'intégrité structurelle et en optimisant la conception de la dissipation thermique, vous pouvez garantir la facilité d'assemblage et de réparation. 3. Amélioration du processus de fabrication : L'amélioration du processus de fabrication de moulage sous pression peut augmenter l'efficacité de la production et la cohérence de la qualité. Les techniques avancées de conception et de fabrication de moules, l'optimisation des paramètres de coulée et des contrôles de processus, peuvent minimiser les défauts tels que la porosité, le gauchissement et améliorer la précision dimensionnelle et la qualité de surface. 4. Traitement de surface : L'aspect de surface est essentiel pour les produits 3C. L'application de traitements de surface appropriés peut fournir une apparence et une durabilité souhaitables. Les traitements de surface courants comprennent la peinture, l'anodisation, la galvanoplastie, le sablage et le polissage. 5. Tests et contrôle qualité : La mise en place de systèmes de test et de contrôle qualité efficaces est cruciale pour les produits 3C moulés sous pression . L'inspection optique, la mesure des coordonnées, l'examen aux rayons X et d'autres techniques peuvent être utilisées pour détecter les écarts dimensionnels, les défauts de surface et les problèmes structurels internes. Des processus et des normes de contrôle de qualité stricts doivent être mis en œuvre pour garantir la conformité aux spécifications. 6. Durabilité environnementale : Les considérations relatives au respect de l'environnement et à la durabilité sont de plus en plus importantes. L'adoption de matériaux recyclables, de processus de fabrication économes en énergie et de méthodes de traitement de surface respectueuses de l'environnement peut réduire l'impact environnemental des produits 3C moulés sous pression. En résumé, les solutions de moulage sous pression pour les produits 3C impliquent la sélection des matériaux, l'optimisation de la conception, l'amélioration des processus de fabrication, le traitement de surface, les tests et le contrôle qualité, ainsi que la durabilité environnementale. En intégrant...
Lire la suite