2024-02-08
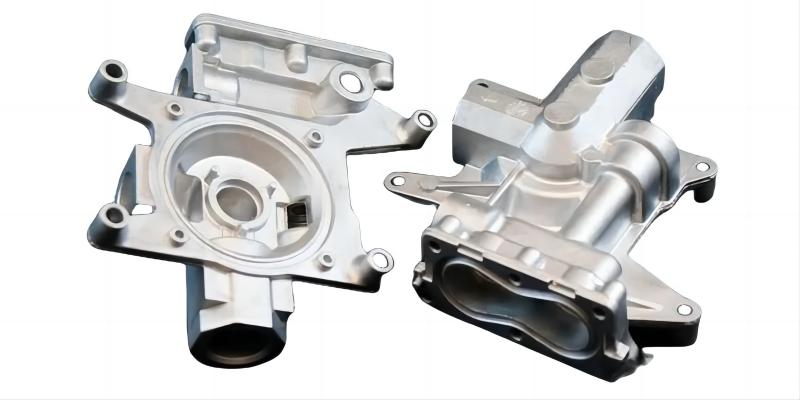
Des problèmes courants de fissures dans les pièces moulées sous pression peuvent survenir pendant le processus de fabrication ou pendant l'utilisation, ce qui affectera négativement les performances et la fiabilité des pièces. Voici quelques causes courantes de problèmes de fissures lors du moulage sous pression et leurs solutions correspondantes : 1. Problèmes de conception de moules : Cause du problème : Une conception déraisonnable du moule, telle que des zones trop faibles, une structure inégale, etc., peut provoquer une concentration de contraintes dans le moulage sous pression pendant le processus de refroidissement, provoquant ainsi des fissures. Solution : optimisez la conception du moule, augmentez la structure de support et réduisez la zone de concentration de contraintes du moulage sous pression pour réduire l'apparition de fissures. 2. Contrôle inapproprié de la température du métal : Cause du problème : Une température du métal trop élevée ou trop basse peut provoquer des fissures dans le moulage sous pression pendant le processus de refroidissement. Solution : Contrôlez strictement la température de coulée et la vitesse de refroidissement du liquide métallique pour garantir que la température du métal se situe dans une plage appropriée et éviter les gradients de température excessifs. 3. Problème de retrait du métal : Cause du problème : Le métal rétrécit pendant le processus de refroidissement, et si le retrait est irrégulier ou plus important que prévu, cela peut provoquer des fissures. Solution : optimisez la composition de l'alliage et le système de déclenchement, réduisez le retrait du métal et prenez des mesures ultérieures de traitement thermique ou de soulagement des contraintes pour réduire les contraintes internes du moulage sous pression. 4. Refroidissement excessif ou traitement thermique inapproprié : Cause du problème : pendant le processus de refroidissement ou de traitement thermique ultérieur des pièces moulées sous pression, un contrôle inapproprié de la température ou un temps de traitement excessif peut entraîner une structure organisationnelle inégale, susceptible d'entraîner des fissures. Solution : Contrôlez strictement la température et la durée des processus de refroidissement et de traitement thermique pour éviter un échauffement excessif ou une conservation de la chaleur afin de garantir une structure organisationnelle uniforme et stable du moulage sous pression. 5. Mauvais fonctionnement : Cause du problème : Un contrôle inapproprié de la part de l'opérateur pendant le processus de moulage sous pression, tel qu'une pression, une température ou une vitesse excessive, peut également provoquer des fissures dans les pièces moulées sous pression. Solution : Former les opérateurs pour s'assurer qu'ils comprennent et mettent correctement en œuvre les procédures d'exploitation, contrôlent strictement les paramètres de moulage sous pression et évitent les erreurs d'exploitation. Grâce aux mesures ci-dessus, le pro...
Lire la suite