2020-12-15
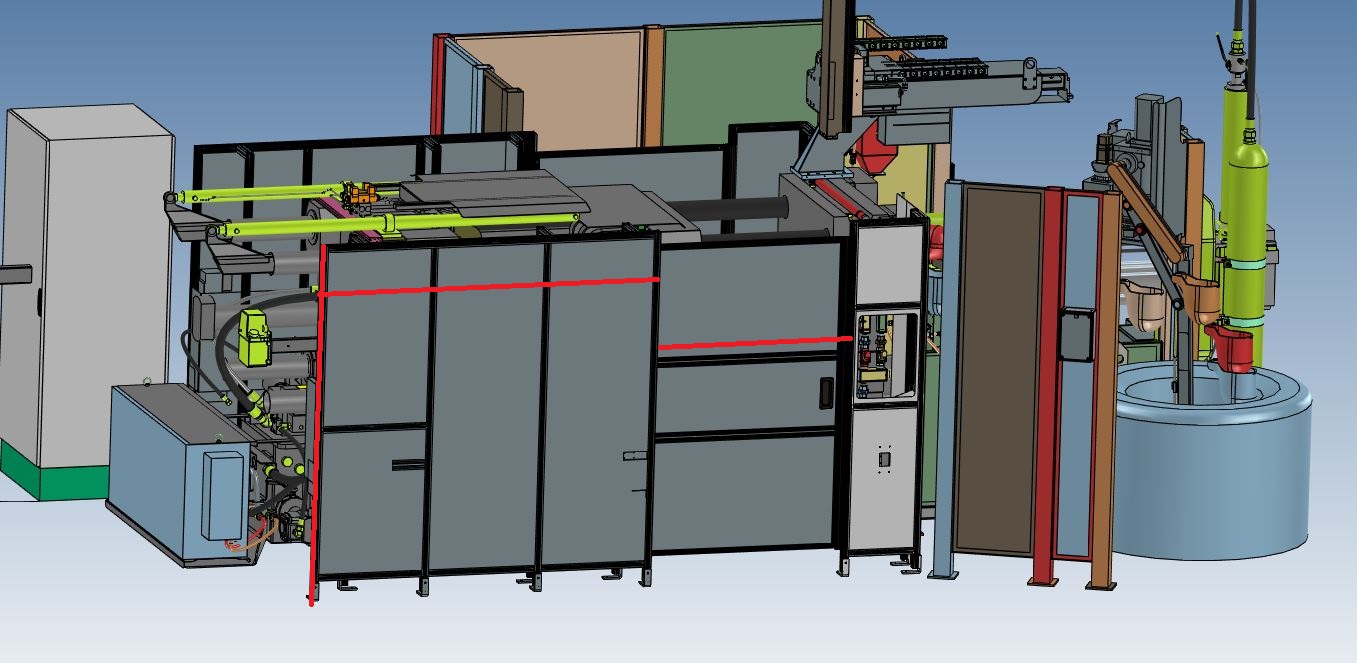
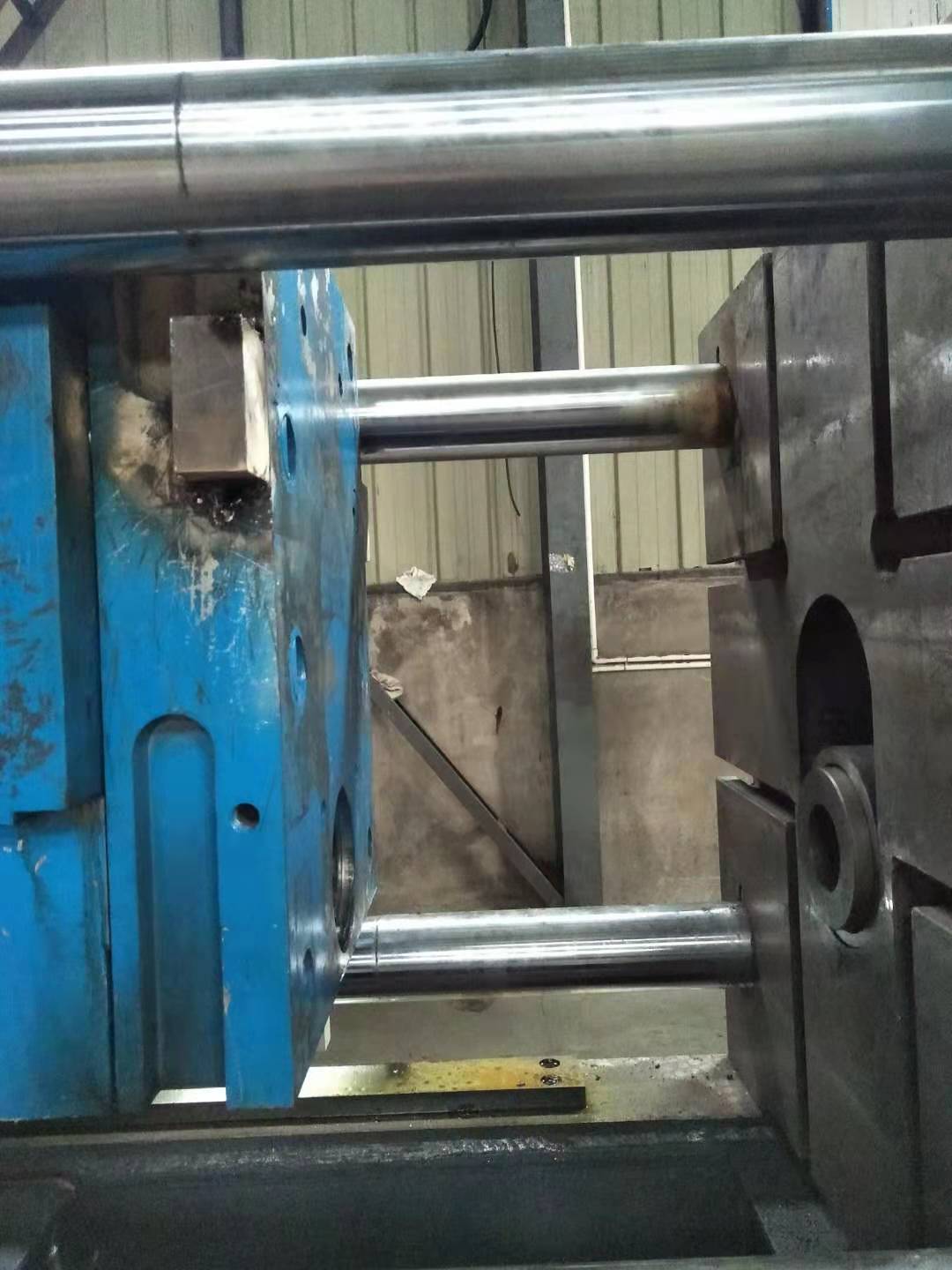
après notre société innovation et R&D améliorations pour améliorer les compétences sur la base d'origine, les moteurs de soutien ont été considérablement réduits, les performances du produit ont été améliorées et l'effet d'économie d'énergie et de réduction des émissions a été obtenu, ce qui répond aux normes nationales de qualité des produits des machines de moulage sous pression. Le circuit hydraulique amélioré, accélère la vitesse d'injection lente, réduit la distance d'ouverture d'injection rapide, de sorte que la solution métallique réalise un bon effet d'échappement, puis l'air contenu dans la solution est réduit, de manière à augmenter la compacité du produit lui-même et améliorer la qualité du moulage sous pression. série innovante moulage sous pression machine de précision moulage sous pression machine, (haute précision, vitesse rapide, bon rendement, bonne économie d'énergie) serrage partie: 1.Le le gabarit statique, le gabarit mobile, le siège du cylindre de fermeture, le portique, le coude et ainsi de suite sont en haute qualité pièces moulées en acier de précision, trempées et précontraintes, avec une résistance supérieure, une bonne rigidité, pas faciles à déformer et pas faciles à casser. 2. La haute précision la conception complète de réglage du moule d'engrenage garantit que la précision de synchronisation des quatre tirants pendant l'ajustement du moule est maintenu à 1: 1000 (guide pas de pilier), et l'ajustement du moule est stable et précis. 3. La bascule (cinq trous, trois trous, deux creux, traverse) adopte un mécanisme d'expansion et de serrage de force de genouillère mécanique à entraînement hydraulique, la force d'expansion de serrage peut être augmentée de 16-26 temps, et l'ouverture et le verrouillage peuvent effectuer multi-niveau pression et vitesse Ajuster, et avoir la fonction de protection contre le moule basse pression. selon les caractéristiques de production du moulage sous pression, une mécanique correcte, des calculs cinématiques et des tests de simulation scientifique garantissent que la genouillère ouvre et verrouille le moule à grande vitesse. injection partie: 1. Le système d'injection adopte une conception de stockage d'énergie d'azote rapide et pressurisé de type piston pour garantir que le système hydraulique génère une vitesse suffisante et une forte poussée au moment de l'injection, et en même temps, il peut répondre avec précision au signal de commande du PLC. , afin de réaliser le réglage fin du processus d'injection. 2. Quatre étapes injection système: a, injection lente, b, une injection rapide, c, deux injection rapide, d, pressurisation, la vitesse de pression du système peut être réglée arbitrairement. 3.Le système hydraulique adopte double circuit (injection, pressurisation est relativement indépendante), double proportion (le système la pression et le débit du système sont réglés séparément), avec une accélération rapide et un temps de formation de pression court, et le taux qualifié de moul...
Lire la suite




















![Caractéristiques de Longhua Machine à louche [Utiliser Pour la coulée de matrice Machine]](/uploadfile/news/304c52287e60899f49dd439dd7a686da.jpg)