November 23,2021.
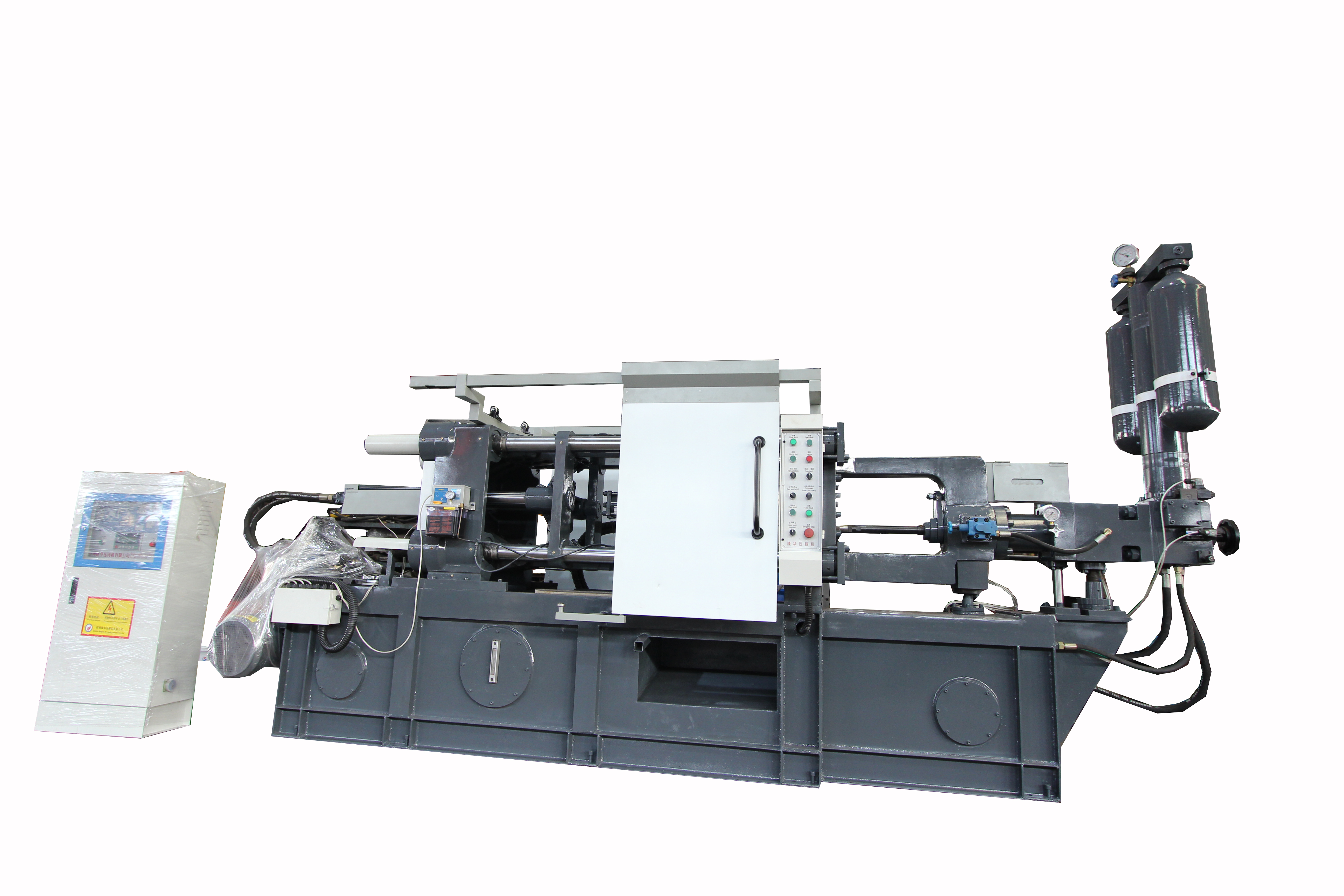
machine de moulage sous pression à chambre froide machine de moulage sous pression se réfère à l'application d'environ 2 fois de haute pression [500-1500 kg/cm] à la pression finale d'injection de vitesse de document dans un temps très court {conditions de réglage MS} après l'injection. Par conséquent, il ne fait pas référence à la valeur de pression ci-dessus, mais à quel dispositif peut effectivement augmenter la pression à une valeur supérieure à la pression finale à grande vitesse pour obtenir l'effet de pressurisation. La pression de coulée finale fait référence à la pression après environ 0,3 seconde après la fin de l'injection, qu'elle soit sous pression ou non. Généralement, le but d'une pressurisation efficace pour améliorer la pression de coulée finale est de presser de force le métal liquide de la partie de retrait de solidification qui se solidifie rapidement après le remplissage de la partie de formage, afin d'éviter la soi-disant dépression. Dans le même temps, les pores résiduels et les trous d'épingle qui ne sont pas retirés de la pièce de formage sont comprimés à haute pression pour les rendre plus petits. Afin d'atteindre ces deux objectifs, plus la pression finale est élevée, meilleur est l'effet, mais plus la pression finale est élevée, plus la zone de projection de coulée est petite. Par conséquent, des machines de coulée plus grandes et des moules plus solides sont nécessaires, ce qui pose des problèmes économiques, de sorte que la plage de 500 à 800 kg / cm est suffisante. Afin d'exploiter pleinement l'effet de pressurisation, le temps de montée en pression finale après remplissage à grande vitesse, c'est-à-dire le temps de montée en pressurisation, est très important. Théoriquement, la pressurisation doit être maintenue du début de la solidification à la fin de la solidification. Si le flash splash se produit trop tôt et si la grille se solidifie trop tard, il est impossible de reconstituer et de pressuriser le métal liquide au niveau de la pièce de formage. Dans la production pratique, le temps de montée en pression de la roulette moyenne pression est généralement fixé à 10-30 ms. Le dispositif de pressurisation varie selon le fabricant de la machine de coulée sous pression. Les machines Toshiba et Toyo n'ont besoin que de lire le manomètre du cylindre d'injection pour voir la différence entre la pression lorsque la pressurisation est efficace et invalide. Cependant, lorsque la pressurisation de la machine Yubu est invalide, la pression du côté alimentation en huile hydraulique est la même que celle du côté refoulement. La pression du côté refoulement est appelée contre-pression. Lorsque la contre-pression est de 0, elle est pressurisée à 100 % et la pression côté refoulement est supérieure à 0. Lorsque le côté alimentation est en dessous de la pression, il s'agit du pourcentage effectif de pressurisation. La pression finale est indiquée dans le manuel d'utilisation de la machine. machine de moulage sous pression d'alli...
Lire la suite